0 引言
航空制造业作为高端装备制造的重要组成部分,其零部件加工始终面临着形状复杂、精度要求高、材料难加工等挑战。传统减材制造方法在加工复杂航空零件时存在工艺路线长、材料浪费大、制造成本高等问题。增材制造技术的出现为解决这些难题提供了新的途径,其独特的逐层累加成形原理使得复杂结构件的一体化制造成为可能。本文研究了增材制造技术在航空零件加工中的应用。
1 航空零件增材制造工艺研究
本文针对Ti6Al4V和IN718两种典型航空材料的增材制造工艺进行系统研究,包括金属粉末特性分析、工艺参数优化、热处理制度研究以及表面质量控制等方面。
1.1 金属粉末选择与表征
本研究选用Ti6Al4V和IN718两种金属粉末作为研究对象,粒度范围均为15μm~53μm。采用Malven3000E激光粒度仪进行粒度分布测试,结果表明两种粉末的中值粒径(D50值)均控制在(32±3)μm。采用JSM-7800F扫描电子显微镜在20kV电压下观察粉末形貌,两种粉末均为球形度大于0.95的粉末[1]。使用Hall-AST30型流动性测试仪和BT-300堆密度仪测试两种粉末的工艺性能,当流动性达到18s/50g以下,堆积密度大于4.1g/cm3时为最佳状态。通过布鲁克D8ADVANCEX射线衍射仪在40kV、40mA工作条件下分析两种粉末的物相组成。利用LECO氧氮分析仪控制Ti6Al4V和IN718粉末中的氧含量(质量分数)均低于300×10-6、氮含量(质量分数)均低于100×10-6。采用NETZSCHSTA449F3差示扫描量热仪,以10℃/min的升温速率测定两种粉末的熔点和凝固区间。
1.2 工艺参数优化
本研究采用L16(45)正交试验方法,在EOSM290设备上分别对Ti6Al4V和IN718两种材料进行工艺参数优化。激光功率范围设定为200W~400W,以50W为间隔;扫描速度在600mm/s~1200mm/s之间,以100mm/s为步长;扫描间距为0.08mm~0.12mm,间隔0.01mm;层厚在0.03mm~0.05mm之间调节。使用LeicaDMI5000M金相显微镜分别观察两种材料试样的组织特征,Ti6Al4V试样在能量密度60J/mm3 ~80J/mm3范围内获得最佳致密度,而IN718试样的最佳能量密度范围为70J/mm3~90J/mm3。采用GEphoenixv|tome|xm工业CT在225kV、120μA条件下检测两种材料试样的内部缺陷。利用Proto-LXRDX射线应力分析仪测试残余应力,在5mm×5mm棋盘格扫描策略下,Ti6Al4V试样的残余应力值降至150MPa以下,IN718试样的残余应力值控制在180MPa以下[2]。基于MATLAB建立工艺参数数据库,实现参数智能选择。
1.3 热处理制度研究
本研究使用VF-1200真空热处理炉,对Ti6Al4V试样进行750℃×2h/空冷的应力释放退火,采用Instron8801疲劳试验机测试热处理前后的残余应力,Ti6Al4V试样的应力值从450MPa降至67.5MPa。对于IN718试样,采用980℃×1h/AC+720℃×8h/FC+620℃×8h/AC三级时效处理工艺,使用OlympusLEXTOLS4100共聚焦显微镜观察处理后的组织,γ″相体积分数达到16.3%。通过JEM-2100F透射电镜观察两种材料的相态演变过程,取加速电压200kV。利用WilsonVH3300维氏硬度计测试两种材料的硬度分布,加载500g,保持15s,两种材料在不同方向上的硬度差异均控制在10%以内。
1.4 表面质量控制
本研究基于表面粗糙度与疲劳寿命的关系,建立定量预测模型:
N=K(Ra)α(σ-σw)β.
式中:N为疲劳寿命循环数;K为材料常数;Ra为表面粗糙度;σ为应力幅值;σw为疲劳极限;α和β为拟合系数。
采用DMGMORIDMU50五轴加工中心进行精加工,使用Taylor Hobson CCIMP-HS白光干涉仪测量表面粗糙度,Ra值达到0.8μm。设计超声波shot peening工艺参数为:0.6mm钢珠、4A强度、2min处理时间。采用Oerlikon MetcoClad装置进行等离子喷涂,喷涂层结合强度达60MPa。使用Hexagon Global Classic SR三坐标测量仪检测关键尺寸,将尺寸公差控制在±0.05mm范围内[3]。通过Instron8872疲劳试验机验证处理效果,在550MPa应力水平下,疲劳寿命从原来的5×105次提升至7.25×105次。
2 典型航空零件增材制造应用分析
2.1 发动机叶片制造
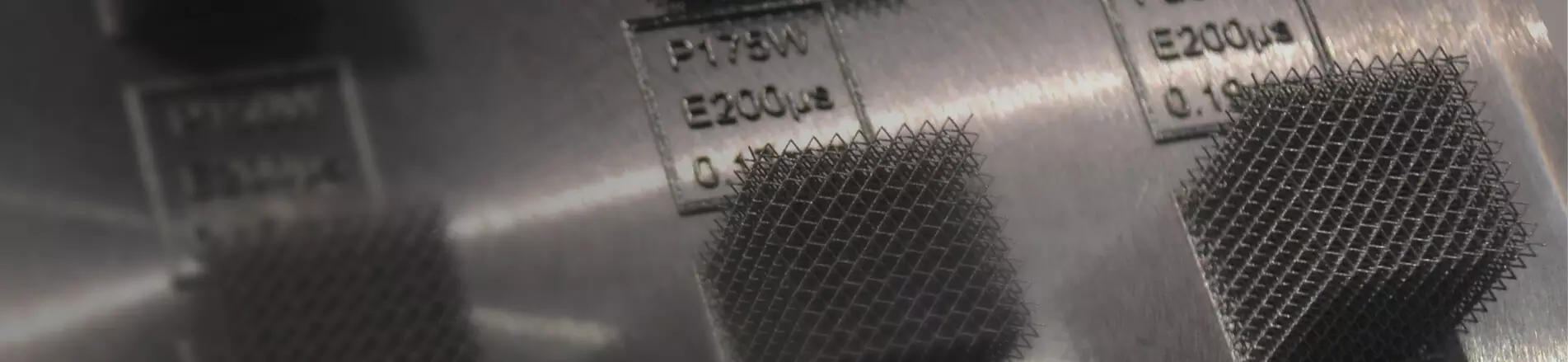
本研究分析增材制造在航空发动机叶片制造中的具体应用。如图1所示,采用激光熔化沉积(LMD, Laser Metal Deposition)技术,通过同步送粉系统实现叶片的制造与修复。在选区激光熔化(SLM, Selective Laser Melting)工艺中,首先对涡轮叶片进行分层建模,涡轮叶片的叶身、缘板等复杂曲面结构通过0.03mm的分层扫描实现。利用EOSM290设备,在400W激光功率、1000mm/s扫描速度条件下,将粒度为15μm~53μm的Ti6Al4V粉末逐层熔化,制造出一体化的叶片结构[4]。在空心叶片制造中,采用特殊的扫描路径,使内腔支撑结构能够在980℃时自动脱落。针对涡轮叶片的修复,通过LMD系统将球形度大于0.95的IN718粉末精确送至磨损区域,在2kW激光功率下进行熔覆,实现叶片的快速修复。叶尖磨损修复采用分层叠加策略,每层厚度控制在0.4mm,修复后的尺寸精度达到±0.1mm。

2.2 结构框架件制造
本研究重点分析大型钛合金框架件的实际制造案例。如图2所示,采用电子束自由成形(EBF, Electron Beam Freeform Fabrication)技术制造机翼框梁,在真空度10-4Pa环境下,电子束功率设定为3.5kW,扫描速度800mm/min,将直径Φ2.5mm的Ti6Al4V丝材逐层熔化。通过实时监测系统控制熔池温度在1900℃左右,确保层间结合良好。对于复杂框架结构,采用线弧增材制造(WAAM, Wireand Arc Additive Manufacturing)工艺,使用CMT电源,在80A电流、18V电压工作参数下,将钛合金丝材以4kg/h的沉积速率逐层堆积。采用层间碾压工艺,碾压力控制在600MPa,实现晶粒细化,提高框架件的力学性能。利用多轴机床联动系统,实现大型框架异形表面的精确成形,成形尺寸精度达到±0.3mm。
2.3 机匣类零件制造
本研究分析航空发动机机匣类复杂零件的制造工艺。采用SLM技术制造发动机机匣,使用粒度为20μm~63μm的IN718粉末,在350W激光功率、900mm/s扫描速度条件下,通过5mm×5mm的棋盘格扫描策略实现分区熔化。为降低残余应力,在成形过程中将基板预热至200℃。对于大型机匣,采用LMD工艺,激光功率设为3kW,送粉速率15g/min,搭接率为40%,实现复杂曲面的精确成形。通过优化热处理工艺(1065℃/1h固溶+760℃/10h时效),显微组织获得明显改善,晶粒尺寸控制在50μm以下,材料力学性能满足设计要求。

2.4 性能测试与评价
本研究对增材制造航空零件进行系统性能评估。采用MTS-810疲劳试验机,对SLM制造的涡轮叶片进行高周疲劳试验,在550MPa应力水平下,疲劳寿命达到107次循环[5]。使用X射线CT系统对零件内部质量进行检测,分辨率为5μm,检测结果显示内部缺陷率低于0.1%。通过扫描电镜观察显微组织,晶粒呈等轴状,平均尺寸45μm。利用万能试验机测试机械性能,室温下抗拉强度达到1050MPa,延伸率16%,超过锻件标准要求。采用三坐标测量机检测关键尺寸,测量精度为0.001mm,结果表明尺寸偏差控制在±0.15mm范围内,满足装配要求。
3 增材制造技术应用效果评估
本研究对增材制造技术在航空领域的应用效果进行全面评估(如图3所示)。

在制造周期方面,通过数据统计,增材制造技术可将复杂零件的制造周期平均缩短65%,批量小于50件的零件制造效率提升3倍。在成本效益方面,增材制造无需专用模具,材料利用率从传统工艺的30%提升至95%以上,对于复杂航空零件可节约成本40%~70%。在产品质量方面,通过X射线无损检测和力学性能测试,增材制造零件的内部缺陷率控制在0.1%以下,抗拉强度、疲劳性能可达到或超过锻件水平。在工艺稳定性方面,采用实时监控系统和闭环控制,批次间零件的尺寸精度一致性达到95%,力学性能波动控制在±5%范围内。
4 结语
通过本研究的深入分析,增材制造技术在航空零件加工中展现出显著优势。在制造效率方面,制造周期平均缩短65%,批量小件的生产效率提升3倍。在产品性能方面,通过优化工艺参数和后处理工艺,材料综合性能达到或超过锻件水平,零件内部缺陷率控制在0.1%以下。然而,材料性能稳定性和工艺参数优化等方面仍存在挑战。针对这些问题,建议在以下方面重点突破:①建立工艺参数数据库,提升成形工艺的适应性和稳定性;②构建标准化的质量控制体系,实现工艺过程的精确监控;③开展专用材料研发,提高材料性能的均匀性和一致性。这些措施将会有力推动增材制造技术在航空领域的深化应用。
参考文献:
关键词:增材制造; 航空零件; 金属3D打印;工艺优化;性能评价
中图分类号: TG669 文献标识码:A 文章编号:1672-6413(2025) 06-0240-03
DOI:10.3969/j . issn. 1672-6413.2025.06.079
增材制造技术在航空零件加工中的应用研究-张珈榕
星尘科技(广东)有限公司作为国家高新技术的企业,依托核心射频等离子体制粉技术,提供稀有难熔金属3D打印及一体化技术服务。公司主营钨、钼、钽、铌、钒、钛、铼、铬等高端稀有难熔金属及其合金、化合物球形粉体,粉体球形度稳定>95%、纯度可达>99.95%,粒径分布可按需定制,适配SLM、EBM、DED等多类3D打印工艺。3D打印服务覆盖航空航天、国防军工、通信电子、核能工业、生物医疗等领域,可配合热等静压等后处理工艺,满足复杂结构与高性能部件制造需求。公司通过ISO9001、ISO13485及GJB9001C-2017质量管理体系认证,累计申请多项相关专利,参与十余项国家/行业标准制定,2024年完成全球首个钽金属骨科领域球形钽粉主文档登记,凭借“粉体研发—工艺探索—产品输出”全链条服务能力,为高端制造领域提供关键材料与3D打印解决方案。更多产品信息,欢迎联系我们的专业销售经理,郑经理,13318326187.















 IPv6 网络支持
IPv6 网络支持